


浇注后的砂型,由于球墨铸件温度较高且铁水量较多,浇注前必须在砂型上方压上压铁和套套箱,防止浇注后抬箱及胀箱裂箱导致跑火



浇注后的砂型,由于球墨铸件温度较高且铁水量较多,浇注前必须在砂型上方压上压铁和套套箱,防止浇注后抬箱及胀箱裂箱导致跑火

有压箱和套箱模具设计只需要暗冒口补缩即可

浇注出来后的汽车配件毛坯,一箱出六个产品铸件

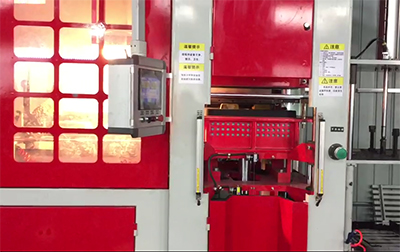
以上为中铸机械客户案例现场拍摄记录,全自动造型机应用与汽车配件铸造造型生产,如需了解更多详情请致电:13926238353。




浇注后的砂型,由于球墨铸件温度较高且铁水量较多,浇注前必须在砂型上方压上压铁和套套箱,防止浇注后抬箱及胀箱裂箱导致跑火
有压箱和套箱模具设计只需要暗冒口补缩即可
浇注出来后的汽车配件毛坯,一箱出六个产品铸件
以上为中铸机械客户案例现场拍摄记录,全自动造型机应用与汽车配件铸造造型生产,如需了解更多详情请致电:13926238353。





