





工位台车 : 材质HT250,高频退火,数控加工
砂型套箱 : 铸胚QT450-10,内壁加工
砂型压铁 : 材质HT250,160KG-180KG铸胚,底面加工
液压系统 : 西门子11KW变频电机,日本油研液压油泵
控制电柜 : 欧姆龙(OMRON)PLC;10寸欧姆龙触控屏
机械手压铁套箱装置 :横移气缸;升降气缸;两套机械手压铁套箱装置;转移机架、转移车各一套;升降车一套;操作平台;阀座和电磁阀;坦克链;机内配线配管;
拨型机构 : 西门子变频1.5KW电机,焊接件,高频退火,龙门数控加工
接型、清扫、定位、限位、铸型推出装置 :配件采用渗碳、高频淬火,精加工
台车转换装置(油缸):推进采用不锈钢带磁环油缸;焊接件高频退火,龙门数控加工
液压钢管 :美国派克汉尼汾(Parker)接头(双密封组合)






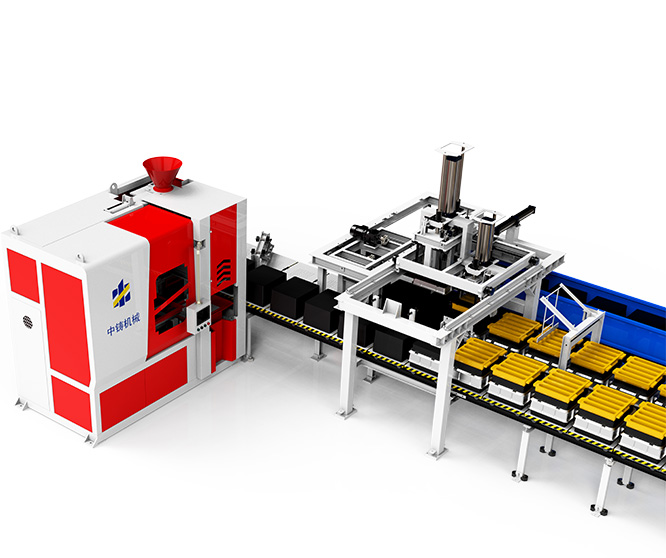
黏土砂全自动水平造型生产线(开式线)
铸造用黏土砂全自动水平造型生产线,自动套箱压铁,自动装运输送砂型和自动落砂,分造型区及浇注段。整线包含:转运台车、砂型套箱、砂型压铁、两端台车推型装置、台车装运装置、整线plc电控系统、机械手压铁套箱装置、操作平台、拨型机构、清扫定位限位装置,液压站、台车导轨及冷却输送皮带等。

全自动水平造型生产线的应用与推广极大程度上解决了人工劳动力,降低人工劳动成本同时也大幅度的提升了生产效率,解决了以往翻砂铸造厂脏乱差的生产环境问题,也是今年来环保整改对铸造企业要求的统一标准

在流水线作业中主机在造型的同时浇注段也同时进行浇注,因此在水平线设计制作的时候需要根据铸件重量考虑每小时电炉的铁水消耗量,以及整线运转过程中砂型浇注后的冷却时间,同时自动造型线对于砂处理的要求也较为严格,需要实现砂处理的自动化和标准化等问题,例如砂处理的储存量和处理量以及旧砂温度等实际生产过程中需要面临的问题!

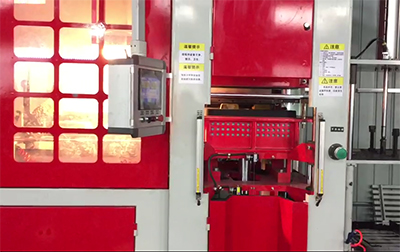
全自动造型生产线
全自动造型线的设计要求:需根据铸件单件的重量,每个砂型需消耗的铁水,电炉每小时的铁水量以及之间的冷却时间等,在车间长度及宽度不受限制的前提下,分A、B线设计,及浇注段和冷却端,尾部为冷却落砂皮带输送砂型,保证铸件冷却时间在60-90分钟左右!
如果您对本产品存在疑问或需要了解更多详细内容,请致电:13926238353(李经理)!
本文链接:http://www.zhongzhu1618.com/product2/79-2.html



黏土砂全自动水平造型生产线(开式线)
铸造用黏土砂全自动水平造型生产线,自动套箱压铁,自动装运输送砂型和自动落砂,分造型区及浇注段。整线包含:转运台车、砂型套箱、砂型压铁、两端台车推型装置、台车装运装置、整线plc电控系统、机械手压铁套箱装置、操作平台、拨型机构、清扫定位限位装置,液压站、台车导轨及冷却输送皮带等。
全自动水平造型生产线的应用与推广极大程度上解决了人工劳动力,降低人工劳动成本同时也大幅度的提升了生产效率,解决了以往翻砂铸造厂脏乱差的生产环境问题,也是今年来环保整改对铸造企业要求的统一标准
在流水线作业中主机在造型的同时浇注段也同时进行浇注,因此在水平线设计制作的时候需要根据铸件重量考虑每小时电炉的铁水消耗量,以及整线运转过程中砂型浇注后的冷却时间,同时自动造型线对于砂处理的要求也较为严格,需要实现砂处理的自动化和标准化等问题,例如砂处理的储存量和处理量以及旧砂温度等实际生产过程中需要面临的问题!
全自动造型生产线
全自动造型线的设计要求:需根据铸件单件的重量,每个砂型需消耗的铁水,电炉每小时的铁水量以及之间的冷却时间等,在车间长度及宽度不受限制的前提下,分A、B线设计,及浇注段和冷却端,尾部为冷却落砂皮带输送砂型,保证铸件冷却时间在60-90分钟左右!
如果您对本产品存在疑问或需要了解更多详细内容,请致电:13926238353(李经理)!
本文链接:http://www.zhongzhu1618.com/product2/79-2.html





